全国咨询热线:
13925913620

全国咨询热线:
13925913620

售后服务电话:400-670-8660
手机:13925913620
电话:0757-85507185
邮箱:837466960@qq.com
网址:www.djnewclear.com
地址:佛山市三水区白坭镇白金路(进港路口)白金工业区
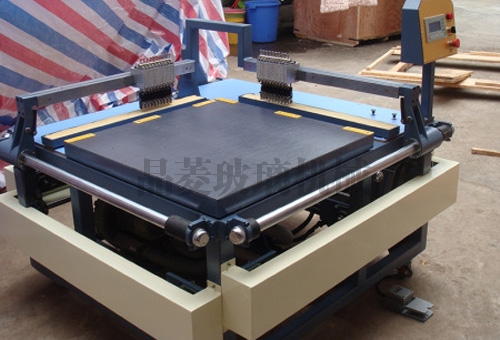
是一种精密设备,使用数控玻璃切割机切割厚度4mm以下的钢板时,一定要注意因钢板较薄,氧化铁渣不易吹掉,而且冷却后氧化铁渣粘在钢板背面更不易清除。薄板受热快而散热慢,当割嘴刚过去时,因割缝两边还处在熔融状态,这时如果切割速度稍慢及预热火焰控制不当,易使钢板变形过大,且钢板正面棱角也被熔化,形成割开后又熔合在一起的现象。切割薄板时,为了得到较好的切割效果,应注意以下几点:

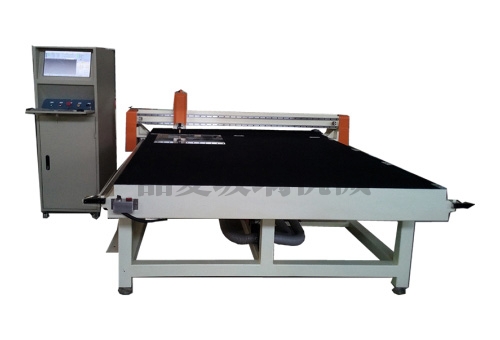
割嘴应向前倾斜,与钢板与25°~45°角,割嘴与工件表面的距离为10~15mm;预热火焰功率要小,加热点落在切割线上,并处于切割氧流的正前方;选用G01-30割炬及小号割嘴;切割速度要尽可能快; 还要注意的一点是当厚度4~6mm钢板使用1号割嘴可以进行正常气割,主要问题是工件因受热变形而发生翘曲。如切割板条时,出现平面侧弯;在切割板边、板内开孔和成形零件时,则产生上凸下凹变形,难以获得正确的零件形状和尺寸精度。

为此,对于一般低碳钢板,为了尽可能减小切割变形,在减小预热火焰功率、提高火焰集中度的同时,可在切割过程中一边切割,一边洒水进行冷却,也可在板内穿孔进行周边切割以减小变形。洒水管与割嘴的垂直距离为20~50mm(以50mm为佳),洒水量以2L/min为宜,水量过多并不能产生更好的效果。洒水管可使用一般像胶管。割嘴使用较小呈的,预热燃气应采用乙炔(因火焰的热扩散性小),而不可用丙烷和石油气。

 在线咨询
在线咨询